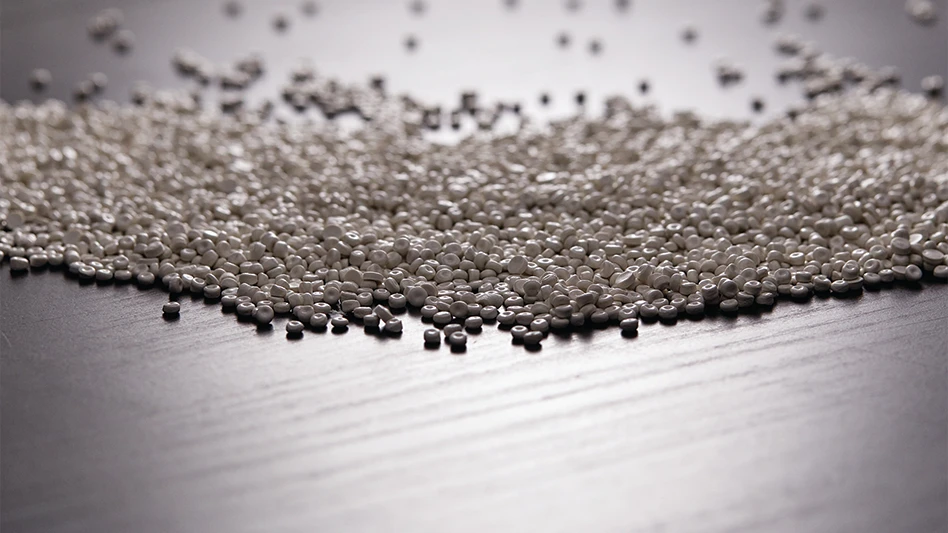
Photo courtesy of EMR Ltd.
United Kingdom-based European Metal Recycling (EMR) says its work to separate and recycle materials begins as soon as it arrives at one of the company’s 60 U.K. scrap yard sites.
"Ferrous metals such as steel require very different processes than nonferrous metals like copper, aluminum, and even precious metals,” says the multi-location processor. “Elsewhere, EMR’s plastic recycling business MBA Polymers deploys some of the world’s most advanced processing technologies.”
“Developing advanced separation processes means EMR can cut the quantity of material from our sites which ultimately goes to landfill,” says Anthony Marrett, managing director of EMR Invenens, in the U.K.
“Equally, our separation technology allows us to sell on materials with a very low carbon footprint to customers for a wide range of specifications for applications including new cars, electronics and construction.”
To focus on metal, producing high-quality recycled material involves a continual process of separation using traditional magnets and eddy current separators, but also over 100 other separation techniques across our various sites, says EMR. This gradually allows EMR to refine the metals toward our target of low carbon furnace ready materials.
Marrett describes the process as being like the branches of a tree: “Some of the removal techniques EMR uses can be quite simple but the sophistication comes with when and in which order you choose to utilize them,” he comments. “At each point there will be different lines for each metal like branches of a tree. As they break off, our teams are concentrating on separating the metals and removing unwanted material.”
Continues Marrett, “On the copper ‘branch’ this could mean separating off trace amounts of ferrous or aluminum, for example. This continues until we’re able to deliver a recycled metal that meets our customers’ exacting demands.”
The final product is then analyzed and quality controlled by EMR’s laboratories to confirm the purity of the metal. EMR says it has invested in new and better ways to separate both metals and plastics, to keep up with market expectations. These include cutting-edge technologies like robotics, artificial intelligence and machine learning.
“Our sites are supported by a research and development center where we are able to trial various other separation technologies,” says Marrett. “Alongside our team of experts, we have graduate students working on cutting-edge science to ensure we’re constantly improving and innovating our separation technology,”.
One of the most exciting areas of innovation is in the use of data to maintain quality, find efficiencies and ensure the chemical make-up of the material EMR sells is accurate within the smallest of margins, says the company.
“Data is becoming the most important element when developing new and advanced separation technique,” Marrett comments. “That means using the information from our laboratories to ensure our sites have the best information possible and that our research teams can find novel ways to use our existing separation equipment more efficiently.”
As the demand for sustainable material grows innovation is key, EMR says it will keep developing and enhancing its processes further, enabling the business to “preserve and recover more of Earth’s valuable resources” to create low-carbon products.
Latest from Recycling Today
- U.S. Aluminum Co. explores aluminum fabrication plant in Oklahoma
- Sonoco completes portfolio transformation
- Eriez Shred1 data demonstrates scalable copper control
- RCI selects CurbWaste as exclusive operational management platform
- Updated: Supreme Court strikes down IEEPA tariffs
- Recycling Today Media Group launches Scrap Expo Lunch & Learn Webinar Series
- LyondellBasell scales back recycling target
- Former Liberty UK mills eyed by 3 suitors